车刀切削时,由于前、后刀面受到剧烈摩擦和切削热的作用,会使车刀切削刃口变钝,失去切削能力,只有通过磨削才能恢复车刀切削刃口的锐利和正确的切削角度。所以汽车修理工不仅要了解切削原理,合理选择切削角度的相关知识,还必须熟练掌握汽车修刃技巧。以下就由小编来向大家介绍一下汽车刀片磨削的一些经验!
第一,车刀的构成。
刀具由刀头和刀身两部分组成。刀用于切割,刀体用于安装。刀一般有三面,两个刃,一个尖头。
前刃是通过切屑流动的表面。主后刀面是相对于工件切削面的表面。
副后刀面是与工件所加工的表面相对应的。
主刀是前刀和后刀的交接处,承担着主刀和后刀的主要切削任务。
副刀是前刀和副后刀的交线,承担少量的切削作用,起一定的修光作用。
主刀是主刀和副刀的交界处,通常是一个小的过渡弧段,通常是一个小的过渡弧段。
第二,车刀的形态结构。
通常使用的车刀结构形式如下:
A.整体车刀。
刀具的切削部分靠刃磨获得,整体车刀材料多采用高速钢,一般用于低速切削。
二、焊接车刀。
把硬质合金刀片焊接在刀头上,不同类型的车刀可以采用不同形状的刀片。硬质合金焊接车刀,可进行高速切削。
(1)车削刀具的主要角度和作用。
车刀的主要角度是前角(γ0),后角(α0),主偏角(Kr),副偏角(Kr)和刃倾角(λs)。通过建立三个坐标平面:切削平面、底面和主剖面来确定车刀的角度。在车削过程中,若不考虑车刀安装和切削运动的影响,可将切削面视为铅垂面;基面为水平面;主切削刃水平时,垂直于主切削刃的主切削剖面;
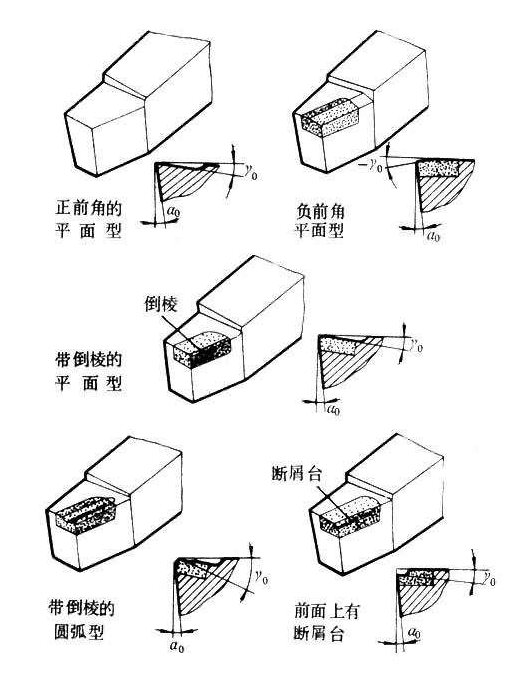
(2)在主剖面中测量的前角γ0是前刀面和基面之间的夹角。这样做的效果是使刀刃锋利,方便切割。但是前角不能太大,否则会使刀刃强度减弱,容易磨损甚至破裂。在加工塑性材料时,前角可以选择大一些,如用硬质合金车刀切割钢制品时,可取γ0=10~20,对易碎材料,车刀的前角应大于粗加工,以便刀刃锋利,工件粗糙度小。
后角α0在主切面上测量,它是主切背面和切削面之间的夹角。所起的作用是减少小车主后部与后部工件的摩擦,一般取α0=6~12°,粗车取小值,精车取大值。
主偏角Kr在基面上测量,它是主切刀片在基面上的投影与进给方向的夹角。效果是:
可改变主切削刃参与切削的长度,从而影响刀具寿命。
(3)对径向切削力大小的影响。
主偏角越小,主切削刃参与切削的长度越大,散热效果越好,有利于提高刀具使用寿命。但是加工细长轴时,工件刚度不足,主偏角较小,刀具作用于工件时,径向力较大,容易发生弯曲和振动,应选用较大主偏角。
车削刀具常用主偏角有45°、60°、75°、90°等,其中45°是最常见的。
(4)副偏角Kr在基面上测量的是副切削刃在基面上的投影与进给反方向的夹角。它的主要作用是减少副切削刃与加工表面之间的摩擦,从而提高加工表面的粗糙度。
当切深、进给量f和主偏角Kr相等时,减小副偏角Kr,可以减少小车削后的残余面积,从而降低表面粗糙度,通常选用Kr=5°~15°。
(5)在切削平面上测得的切削刃倾角为:主切削刃与基面的夹角。主要作用是控制切屑流向。主切削刃与基面平行,λs=0;刀尖位于主切削刃的最低点,λs为负值,并且刀尖强度增大,切屑流向粗加工表面,刀尖位于主切削刃的最高点,λs为正数,刀尖强度减弱,切屑流向精加工表面。车刀倾斜角度λs,一般取在-5°-+5°范围内。
车刀刃面的磨削。
车刀具钝了以后,必须进行刃磨,以恢复其合理的形状和角度。汽车用刀片一般在砂轮机上磨削。白色氧化铝砂轮用于磨高速钢,而绿色碳化硅砂轮用于磨硬质合金车刀。
汽车刀具在重磨时,常根据刀具磨损情况,磨削相关的刀面即可。汽车刃磨的一般次序是:后刃面磨→后刃面副刃面磨→前刃面磨→后刃尖弧。车刃磨后,还应用油石粉磨各刀面。从而能有效地提高车刀的使用寿命,减少工件表面粗糙度。
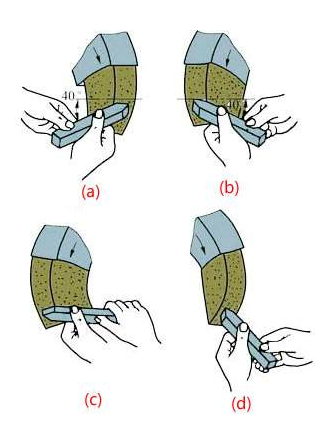
车刀磨削的步骤如下:
如图(a)所示,研磨主后刀面,同时研磨主偏角和主后角;
如上图(b)所示,磨削副后刀面时,同时磨削副偏角和副后角;
如上图(c)所示,在前磨出前角;
如上图(d)所示,修磨各刀面和刀尖。
刀片磨车刀的姿势和方法有:
人们站在砂轮机的侧面,以防止当砂轮破裂时,碎片飞出受伤;
双手握刀距离松开,两肘夹住腰部,以减少刀刃抖动;
研磨前后前后两次刀面时,车刀应放在砂轮的水平中心,刀尖略向上翘约3°~8°,车刀接触砂轮后应向左右方向水平移动。车刀离开砂轮时,车刀必须向上提起,以防磨削的刀刃被砂轮碰伤;
在磨后刀面时,刀杆尾部的角度向左偏过一主偏角;在磨后刀面时,刀杆尾部的角度向右偏过一副偏角;
修磨刀尖圆弧形时,通常以左手握刀尖为支点,用右手转动刀尖。
在使用车刀时应注意以下事项:
刃磨时,两手握稳车刀,刀柄靠在支架上,使受力面轻贴砂轮。千万不要过分用力,以免挤碎砂轮,引起意外。
二、刃磨车刀应在砂轮圆周表面左右移动,以保证砂轮磨耗均匀、不出槽。不要在砂轮的两面使劲地粗磨车刀,以免使砂轮受力偏摆、跳动甚至破碎。
三、刀头在磨热时,即应沾水冷却,以免刀头因温度升高而变软。磨削硬质合金车刀时,刀头不能沾水,以免刀片急冷沾水而产生裂纹。
四、不要站在砂轮的前部用刀片磨车刀,以免砂轮破碎时伤到操作人员。
五、常用车刀的种类及用途。
根据用途的不同,可以有圆车刀、端面车刀、切断刀、镗孔刀、成形车刀、纹车刀等。
(a)90°角的车刀
(b)45度角刀具(弯头刀具)
C.切断刀。
D.镗孔刀具。
(e)成型车刀。
(f)螺纹车刀。
硬质合金车刀不重磨。
浙江美日智能装备有限公司是一家专业研制生产小型专用工具磨床、精密机具服务商。公司主要产品:
数控工具磨床、
钻头研磨机、
铣刀研磨机、
丝攻研磨机、
车刀研磨机、
锯片磨齿机、
万能磨刀机、
万能工具磨床、
倒角机、
气动攻丝机、
电动攻丝机、
零点定位系统、
精密虎钳、
回转工作台、
电火花机等精密机具系列。产品已申请过70项专利,3项发明专利,年产磨床设备20000台以上,约占国内市场销售份额的60%以上 、全球50%左右市场,出口产品80%销往日本、德国等工业发达国家。
 简体
简体 繁體
繁體 English
English